ผู้เชี่ยวชาญในการหล่อด้วยแรงโน้มถ่วง - Ningbo Yinzhou Xuxing เครื่องจักร Co.,Ltd.วันนี้จะบอกคุณถึงการจำแนกประเภทและลักษณะที่แตกต่างกันของการหล่อด้วยแรงโน้มถ่วง.
ของเราหล่อด้วยแรงโน้มถ่วงผลิตภัณฑ์งานฝีมือได้รับการยอมรับจากลูกค้าของเราสำหรับงานฝีมือที่ยอดเยี่ยมและคุณภาพที่ยอดเยี่ยม!
มีกระบวนการหลายวิธีในการทำวัสดุโลหะให้เป็นผลิตภัณฑ์ที่ต้องการ เช่น การหล่อ การตี การอัดรีด การรีด การรีด การปั๊ม การตัด ผงโลหะ และอื่นๆ ในหมู่พวกเขา การหล่อเป็นกระบวนการพื้นฐานที่สุด ใช้บ่อยที่สุด และครอบคลุมมากที่สุด
โลหะหลอมเหลวถูกเทลงในแม่พิมพ์กลวงที่ทำจากวัสดุที่ทนต่ออุณหภูมิสูง และหลังจากการควบแน่น จะได้ผลิตภัณฑ์ที่มีรูปทรงที่ต้องการซึ่งกำลังหล่อ ผลลัพธ์ที่ได้คือการหล่อ
การหล่อสามารถแบ่งออกเป็นการหล่อโลหะเหล็ก (รวมถึงเหล็กหล่อ เหล็กหล่อ) และการหล่อโลหะที่ไม่ใช่เหล็ก (รวมถึงโลหะผสมอลูมิเนียม โลหะผสมทองแดง โลหะผสมสังกะสี โลหะผสมแมกนีเซียม ฯลฯ ) ตามวัสดุของการหล่อ โรงงานหล่อที่มีความแม่นยำที่ไม่ใช่กลุ่มเหล็กมีความเชี่ยวชาญในการหล่อโลหะที่ไม่ใช่เหล็ก โดยเน้นที่การหล่อโลหะผสมอลูมิเนียมและการหล่อโลหะผสมสังกะสี
การหล่อสามารถแบ่งออกเป็นการหล่อทรายและการหล่อโลหะตามวัสดุของแม่พิมพ์หล่อ โรงงานหล่อที่มีความแม่นยำนั้นสะดวกทั้งกับกระบวนการหล่อ และออกแบบและผลิตแม่พิมพ์หล่อทั้งสองประเภทนี้ด้วยตัวเอง
การหล่อยังสามารถแบ่งออกเป็นการหล่อด้วยแรงโน้มถ่วงและการหล่อด้วยแรงดันตามกระบวนการหล่อของโลหะหลอมเหลว การหล่อด้วยแรงโน้มถ่วงหมายถึงกระบวนการที่โลหะหลอมเหลวถูกฉีดเข้าไปในแม่พิมพ์ภายใต้การกระทำของแรงโน้มถ่วงของโลกหรือที่เรียกว่าการหล่อ การหล่อด้วยแรงโน้มถ่วงในความหมายกว้าง ๆ รวมถึงการหล่อทราย, การหล่อโลหะ, การหล่อการลงทุน, การหล่อโฟมที่หายไป, การหล่อด้วยโคลน ฯลฯ การหล่อด้วยแรงโน้มถ่วงในความหมายที่แคบหมายถึงการหล่อโลหะ การหล่อแบบหล่อหมายถึงกระบวนการที่โลหะหลอมเหลวถูกฉีดเข้าไปในแม่พิมพ์ภายใต้การกระทำของแรงภายนอกอื่นๆ (ไม่รวมแรงโน้มถ่วง) การหล่อแบบกว้าง ๆ รวมถึงการหล่อแบบแรงดันและการหล่อแบบสุญญากาศของเครื่องหล่อแบบหล่อ การหล่อแบบแรงดันต่ำ การหล่อแบบแรงเหวี่ยง ฯลฯ การหล่อด้วยแรงดันในความหมายที่แคบหมายถึงการหล่อโลหะของเครื่องหล่อแบบหล่อซึ่งเรียกว่าการหล่อแบบหล่อ โรงงานหล่อที่มีความแม่นยำได้รับการว่าจ้างในการหล่อด้วยแรงโน้มถ่วงของแม่พิมพ์ทรายและโลหะ กระบวนการหล่อเหล่านี้มักใช้ในการหล่อโลหะที่ไม่ใช่เหล็กและมีราคาสัมพันธ์ต่ำที่สุด
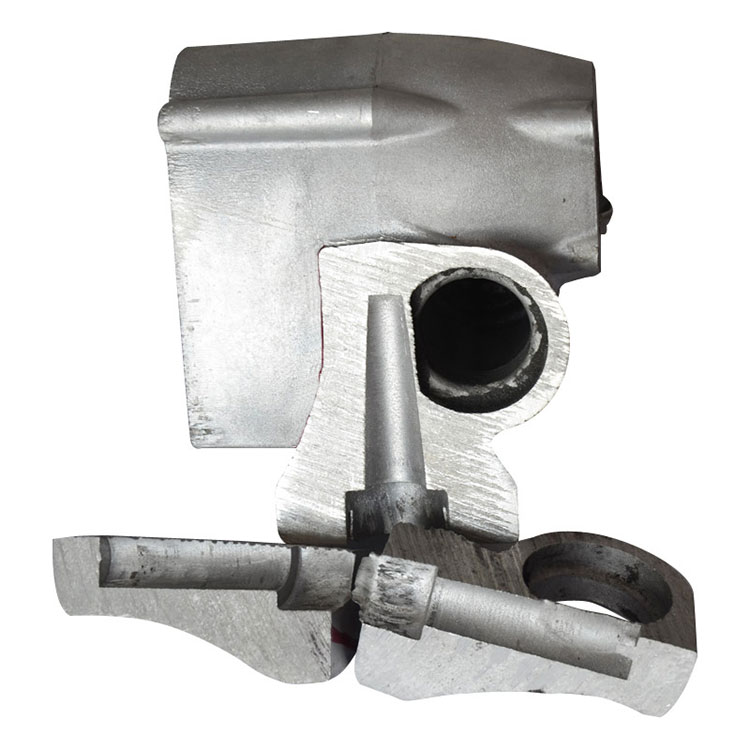
หล่อทราย
การหล่อทรายเป็นกระบวนการหล่อแบบดั้งเดิมที่ใช้ทรายเป็นวัสดุหลักในการทำแม่พิมพ์ แม่พิมพ์ทรายโดยทั่วไปใช้การหล่อด้วยแรงโน้มถ่วง และการหล่อด้วยแรงดันต่ำ การหล่อแบบแรงเหวี่ยง และกระบวนการอื่นๆ ยังสามารถใช้ได้เมื่อมีความต้องการพิเศษ การหล่อทรายมีการปรับตัวได้หลากหลาย ชิ้นส่วนขนาดเล็ก ชิ้นส่วนขนาดใหญ่ ชิ้นส่วนธรรมดา ชิ้นส่วนที่ซับซ้อน ชิ้นส่วนเดี่ยว และชุดใหญ่ แม่พิมพ์สำหรับหล่อทรายส่วนใหญ่ทำจากไม้ในสมัยก่อนหรือที่รู้จักกันทั่วไปว่าเป็นแม่พิมพ์ไม้ เพื่อที่จะเปลี่ยนข้อเสียของแม่พิมพ์ไม้ เช่น การเสียรูปและความเสียหายที่ง่าย Xudong Precision Casting Factory ได้เปลี่ยนการหล่อแม่พิมพ์ทรายทั้งหมดที่ผลิตโดยชิ้นเดียวเป็นแม่พิมพ์โลหะผสมอลูมิเนียมหรือแม่พิมพ์เรซินที่มีความแม่นยำของมิติสูงและอายุการใช้งานยาวนาน แม้ว่าราคาจะเพิ่มขึ้น แต่ก็ยังถูกกว่าแม่พิมพ์ที่ใช้หล่อแบบโลหะมาก ในการผลิตชุดเล็กและชิ้นใหญ่ ความได้เปรียบด้านราคามีความโดดเด่นเป็นพิเศษ นอกจากนี้ แม่พิมพ์ทรายยังทนไฟได้ดีกว่าแม่พิมพ์โลหะ ดังนั้นวัสดุที่มีจุดหลอมเหลวสูง เช่น โลหะผสมทองแดงและโลหะเหล็กจึงถูกนำมาใช้เป็นส่วนใหญ่ในกระบวนการนี้ อย่างไรก็ตาม การหล่อทรายก็มีข้อบกพร่องเช่นกัน เนื่องจากแต่ละการหล่อทรายสามารถเทได้เพียงครั้งเดียว การหล่อจะเสียหายหลังจากการหล่อและต้องเปลี่ยนรูปร่างใหม่ ดังนั้นประสิทธิภาพการผลิตของการหล่อทรายจึงต่ำ และเนื่องจากลักษณะโดยรวมของทรายมีความอ่อนนุ่ม และมีรูพรุน ดังนั้นการหล่อทรายจึงมีความถูกต้องของมิติที่ต่ำกว่าและพื้นผิวที่ขรุขระกว่า อย่างไรก็ตาม โรงงานหล่อที่มีความแม่นยำได้สะสมเทคโนโลยีมาหลายปี ซึ่งทำให้สภาพพื้นผิวของการหล่อทรายดีขึ้นอย่างมาก และผลกระทบหลังการยิงระเบิดนั้นเทียบได้กับการหล่อโลหะ
การหล่อแม่พิมพ์โลหะ
เป็นกระบวนการที่ทันสมัยในการผลิตแม่พิมพ์หล่อกลวงด้วยเหล็กโลหะผสมทนความร้อน แม่พิมพ์โลหะสามารถเป็นได้ทั้งการหล่อด้วยแรงโน้มถ่วงหรือการหล่อด้วยแรงดัน แม่พิมพ์หล่อของแม่พิมพ์โลหะสามารถใช้ซ้ำได้ ทุกครั้งที่เทโลหะหลอมเหลว จะได้รับการหล่อด้วยอายุการใช้งานที่ยาวนานและประสิทธิภาพการผลิตสูง การหล่อแม่พิมพ์โลหะไม่เพียงแต่มีความแม่นยำของมิติและพื้นผิวเรียบที่ดีเท่านั้น แต่ยังมีความแข็งแรงสูงกว่าแม่พิมพ์ทรายภายใต้สภาวะของการเทโลหะหลอมเดียวกัน และมีโอกาสเกิดความเสียหายน้อยกว่า ดังนั้น ในการผลิตจำนวนมากของการหล่อโลหะขนาดกลางและขนาดเล็กของโลหะที่ไม่ใช่เหล็ก ตราบใดที่จุดหลอมเหลวของวัสดุหล่อไม่สูงเกินไป โดยทั่วไปต้องการการหล่อด้วยแม่พิมพ์โลหะ อย่างไรก็ตาม การหล่อแม่พิมพ์โลหะก็มีข้อบกพร่องบางประการเช่นกัน เนื่องจากเหล็กกล้าโลหะผสมทนความร้อนและการประมวลผลของโพรงกลวงบนนั้นค่อนข้างแพง ต้นทุนแม่พิมพ์ของแม่พิมพ์โลหะสูง แต่ต้นทุนโดยรวมของแม่พิมพ์หล่อ ค่อนข้างถูก มากเกินไป สำหรับการผลิตเป็นชุดเล็กๆ ต้นทุนของแม่พิมพ์ที่จัดสรรให้กับแต่ละผลิตภัณฑ์นั้นสูงเกินไปอย่างเห็นได้ชัด ซึ่งโดยทั่วไปแล้วจะไม่เป็นที่ยอมรับ และเนื่องจากแม่พิมพ์ของแม่พิมพ์โลหะถูกจำกัดด้วยขนาดของวัสดุแม่พิมพ์และความสามารถของอุปกรณ์การประมวลผลโพรงและอุปกรณ์การหล่อ จึงไม่มีอำนาจสำหรับการหล่อขนาดใหญ่โดยเฉพาะ ดังนั้นในการผลิตชุดเล็กและชิ้นใหญ่จึงไม่ค่อยได้ใช้การหล่อโลหะ นอกจากนี้ แม้ว่าแม่พิมพ์โลหะจะใช้เหล็กโลหะผสมทนความร้อน แต่ความต้านทานความร้อนของมันก็ยังมีจำกัด โดยทั่วไป ส่วนใหญ่จะใช้ในการหล่อโลหะผสมอลูมิเนียม โลหะผสมสังกะสี และโลหะผสมแมกนีเซียม แม้แต่น้อย
หล่อตาย
การหล่อแบบหล่อคือแรงกดของแม่พิมพ์โลหะบนเครื่องหล่อแบบหล่อและเป็นกระบวนการหล่อที่มีประสิทธิผลมากที่สุด เครื่องหล่อแบ่งออกเป็นสองประเภท: เครื่องหล่อแบบห้องร้อนและเครื่องหล่อแบบห้องเย็น เครื่องหล่อแบบห้องร้อนมีระบบอัตโนมัติในระดับสูง การสูญเสียวัสดุน้อยลง และประสิทธิภาพการผลิตที่สูงกว่าเครื่องหล่อแบบห้องเย็น การหล่อโลหะผสมอลูมิเนียมที่ใช้กันอย่างแพร่หลายในปัจจุบันสามารถผลิตได้ในเครื่องหล่อแบบห้องเย็นเท่านั้นเนื่องจากมีจุดหลอมเหลวสูง คุณสมบัติหลักของการหล่อแบบหล่อคือ โลหะหลอมเหลวจะเติมโพรงภายใต้แรงดันสูงและความเร็วสูง และก่อตัวและแข็งตัวภายใต้ความดันสูง อากาศในโพรงถูกห่อหุ้มไว้ภายในการหล่อเพื่อสร้างรูพรุนใต้ผิวหนัง ดังนั้นการหล่อโลหะผสมอะลูมิเนียมไม่ควรผ่านการอบชุบด้วยความร้อน และไม่ควรพ่นการหล่อโลหะผสมสังกะสีลงบนพื้นผิว (แต่สามารถทาสีได้) มิฉะนั้น รูพรุนภายในของการหล่อจะขยายตัวเนื่องจากการขยายตัวทางความร้อน และทำให้การหล่อเสียรูปหรือเกิดฟองขึ้นเมื่อดำเนินการบำบัดที่กล่าวถึงข้างต้น นอกจากนี้ ค่าเผื่อการตัดทางกลของการหล่อตายควรมีขนาดเล็กลง โดยทั่วไปประมาณ 0.5 มม. ซึ่งไม่เพียงแต่จะลดน้ำหนักของการหล่อ ลดปริมาณการตัดเพื่อลดต้นทุน แต่ยังหลีกเลี่ยงการเจาะชั้นพื้นผิวหนาแน่นและเปิดเผยใต้ผิวหนัง ทำให้เกิดรูพรุน ชิ้นงานเป็นเศษ